最好的研磨、抛光工艺方法是什么?
在机械加工、粉末冶金、塑胶注塑、金属铸造、电子电器、医疗器械、航空航天、3D打印、珠宝首饰、仪器仪表、饰品饰件等行业的生产制造过程中,我们都会碰到表面处理问题,也会频繁地接触研磨、抛光这两个专业术语,那么您知道不同的研磨抛光工艺方法究竟有什么区别吗?常用最好的研磨抛光工艺方法是什么?下面是各种研磨抛光工艺大全的介绍。
一、什么是研磨?
研磨是利用磨具与磨料,在一定的压力下对工件表面进行切削。产品工件可以是各种金属或是非金属材料,加工的表面形状有平面、弧形曲面、凹凸面、螺纹、齿面及其他异型面。
研磨的实现方式有人工和机械自动化处理,是表面处理的初步阶段,主要目的就是去氧化皮、去毛刺、整平。
按照研磨材料的粒度粗细不同,分为重切削、中切削、轻切削,分别对应不同的切削力度。切削力度越大,效率越高,但表面的粗糙度也越高。
人工研磨方式主要是利用砂轮、砂纸、钢丝刷、磨石等打磨工具对工件表面进行磨削,是一个最大切削力度的表面处理过程,对产品的精度和外形尺寸的影响最大。人工研磨的优点是设备投入少,方便快捷,适合各种复杂型腔。缺点就是人工成本太高、效率低、环境不友好、安全性差、表面质量不一致。是一个将被逐步淘汰的加工过程。
自动化研磨方式是利用专业的研磨机器和设备对工件表面进行批量机械化打磨。目前有下面几款专用的机器设备可以用来大批量自动研磨。

研磨车床
分为内外圆或平面磨床、砂带机、砂轮机这些。内外圆磨床是用来研磨产品工件圆柱形的内外表面。平面磨床是用来研磨平面类零件,为获取得一个光滑平坦的外表面。砂带、砂轮机这种也是由人工单件来操作,适合中大尺寸的部件。这种研磨机器的优点是操作简单、切削力度大、能对不同部位进行不同力度的切削研磨、可处理中大外形尺寸的产品,缺点是机器设备的购置费用大、只能处理单件产品,只能研磨外形简单的产品零部件,不能处理复杂表面的工件和不规则的内部孔、洞、缝隙等部位。

工业机器人
这是一种先进的研磨处理设备。通过PLC编程设定固定的运动路径,配合研磨头就可以对复杂内外表面的工件进行自动研磨处理。比如一些不锈钢或是铝合金、锌合金之类的厨房用具、卫浴五金件、汽车轮毂等。这种设备的优点是研磨抛光可一体,更换不同的研磨头就可以实现不同的表面处理过程。也适合处理中大型复杂外形的产品部件。也可控制单独对产品某个部位的打磨,缺陷修复能力强。缺点是购置成本大,配套设施投入也大,只能单件处理,效率低,操作维护复杂,不能处理产品内表面。

喷砂抛丸机
这是应用较为广泛的研磨处理方式。喷砂是机器利用压缩空气作动力,喷出高速的磨料砂粒,对产品表面进行去氧化皮、去毛刺、除飞边等研磨作用。适合一些中大尺寸的产品,比如铸铁件、锻件、机加工件、大型涡轮叶片等。抛丸是通过高速旋转的叶轮把小钢丸抛出去,撞击零件表面,除去氧化层。这种研磨方式的优点是适合特大型或中大型产品工件,可处理复杂外形,并可提高产品表面的金相结构,改善表面机械性能。缺点就是投入成本高、一次处理的批量少、不适合小型工件产品、处理后的表面粗糙度较高,不能处理产品的内孔、管道、缝隙等内表面。

磨粒流研磨机
也叫流体研磨机。这种方式广泛应用于各类精密零件的孔内研磨。其运作原理是把金刚石、白刚玉砂、碳化硅等磨料砂与研磨液混合,调制成半流体状的研磨介质,在机器产生的压力下快速通过工件内部的孔洞,利用磨粒砂对内壁进行切削,达到去毛刺、除氧化皮的研磨效果。这种方式的优点是特别适合一些复杂内孔的精密零部件内表面研磨抛光。缺点是它的研磨效率低,不能进行批量处理,只能应用于500mm以下的内孔研磨,切削量只有几微米或是1丝范围内,不能去除较大的毛刺、纹路或氧化皮、锈斑等。还要配备专用的工装夹具,一次投入成本也较大。

磁力研磨机
磁力研磨是利用磁力驱动机器工作槽内的不锈钢针产生高频运动,撞击工件内外表面,达到五金工件的内孔、死角、缝隙等部位去除毛刺、氧化膜、污垢、杂质的效果。适用于金属或硬质塑料非金属类工件的研磨抛光。这种研磨方式的优点是适合不规则复杂异型零件,研磨抛光一次完成,不变形、不影响工件尺寸精度、不损伤表面,表面粗糙度可达Ra0.1-Ra0.01,批量快速处理,处理时间5-20分钟,效率高,没有耗材损耗,投入小。缺点是机器一次处理能力一般在几十公斤内,只适用于较小规格尺寸的工件,比如小五金件、小饰品、精密零部件等。

研磨光饰机
这是应用最为广泛的一种表面研磨处理方式,也是研磨光饰领域的专业利器。包含有多种运动轧迹的机型,采用振动式研磨抛光、离心式研磨抛光、涡流式研磨抛光等方式,驱动研磨材料与工件在机器的工作槽内进行翻滚、旋转,让磨料在工件表面进行切削,达到去除毛刺、氧化皮、飞边、倒角、清除油污等效果。研磨材料因为高温烧结后硬度很高,象石子一样,所以业内一般叫研磨石,也叫抛磨块。材质有棕刚玉、白刚玉、碳化硅等。常用形状有三角形、圆球形、圆柱形、三星形、圆锥形、四面体,外形规格尺寸也有多种多样,分别用来打磨不同材质和外形的工件。这种研磨方式的优点是适用范围广,大批量、效率高,工件外形可以是不规则的异型,内部的孔洞、死角、夹缝、交叉孔等部位都可研磨,尺寸可以从几毫米到3米内,产品尺寸精度不受影响,材质更是从有色金属、黑色金属、粉末冶金到塑胶、亚克力、橡胶、竹木、大理石、玻璃等非金属各种材质均可以支持。投入成本低、操作简单方便。缺点就是只能对工件整体进行研磨,不能控制单独某个部位的打磨,比如想针对产品某个凸起部位进行修磨是做不到的。还有如果一些产品内孔或是管道长度超过30mm,那么内表面的除锈、去氧化皮这些效果就不能令人满意了。
二、什么是抛光?
抛光是指利用人工、机械、化学或电化学的方式,使工件表面粗糙度降低,以获得有光泽、光亮表面的加工方法。一般而言,抛光是在研磨处理后再进行的,是表面处理的后期工序阶段了。抛光不能提高工件的尺寸精度或几何形状精度,而是以得到光滑表面或镜面光泽为目的,有时也用以消除光泽(消光),比如获得哑光效果。抛光方式主要有以下几种:
1. 人工抛光。
人工抛光方式主要是用抛光轮、抛光头、角向磨光机等专业工具,在抛光轮上涂上抛光膏,高速旋转时压向产品表面,让磨料对工件表面产生滚压和微量切削,从而获得光亮的表面效果。抛光后的产品表面粗糙度可达Ra0.6~0.01微米。跟人工研磨方式一样,人工抛光的优点是设备投入少,方便快捷,适合不规则外形及内表面。通过使用不同目数的抛光研磨材料,可以达到镜面抛光效果,是所有抛光方式中效果最好的一种。缺点就是人力成本太高、需要培训才能上岗、效率低、环境不友好、安全性差、表面质量不一致。是一个将被逐步淘汰的加工过程。目前只在一些中大型的厨卫用品产品抛光时应用。
2. 机械抛光。利用专业的抛光机器和设备对工件表面进行批量机械化抛光。目前有下面几款专用的机器设备可以用来大批量自动抛光:

工业机器人
在机械臂上安装布轮,按设定好的运动轨迹就可以对具有不规则复杂表面的产品进行抛光处理。目前很多厨卫五金、装饰装璜、汽车轮毂等行业已经开始大量使用这种机器人自动化的抛光方式。在前道研磨处理过的产品表面通过更换布轮、粒度更为细微的抛光膏,同样的一台设备可以实现抛光功能了。它的优点是适合处理中大型复杂外形的产品部件,也可以达到镜面效果。缺点是购置成本大,配套设施投入也大,只能单件处理,效率低,操作维护复杂,不能处理产品孔洞、缝隙等内表面。

抛丸机
喷丸或抛丸机也可以用来抛光,采用不锈钢的丸料,通过高速锤打金属零件的表面,增加表面致密性,达到提高表面光泽度与光亮度的效果。优点是适合中大型零部件,也能处理复杂曲面型腔,缺点是抛光的粗糙度高,只能增加光泽度与光亮度,达不到类镜面抛光的效果。另外只能应用于金属材质的产品零件表面抛光。

磁力研磨机
也叫磁力抛光机,这种机型是把研磨和抛光的过程集于一体,通过不锈钢针的高速旋转、翻滚撞击工件表面,在去除毛刺、氧化皮、油污杂质的同时,提高了产品表面光亮度,达到了抛光的目的。优点是效率高,没有耗材损耗,投入小。缺点是处理数量少,只适合于小型产品零部件,抛光后表面的粗糙度偏高。

研磨光饰机
也可以叫光饰抛光机、滚光机、振光机。在前道去氧化皮、去毛刺的粗磨基础上,通过更换不同的抛光磨料,就能实现对产品表面进行降低粗糙度,提高光亮度的处理。抛光用的研磨材料一般使用高铝瓷研磨石、高频瓷研磨石(其实这也是高铝瓷的一种,只不过是里面的氧化铝含量比高铝瓷还要高,能达到95%左右,因此比重也比高铝瓷还要高)、白刚玉研磨石、铬刚玉磨料、不锈钢磨料。原理也是利用高密度、高比重的磨料撞击金属产品表面,改变晶粒间的排列紧密程度,同时利用磨料里所含的微粉对表面进行微量切削,减小粗糙度,提高亮度与光泽度。还有一种抛光方式俗称溜光,是用滚桶研磨光饰机,采用木片、竹片、玉米芯、核桃壳等植物磨料,利用这种材料表面的粗纤维,模拟手工抛光用的布轮,配合抛光膏,经过长达几十个小时的缓慢微量的磨削,达到一种类镜面的效果。滚抛抛光的优点是适用范围广,大批量、效率高,可以是各种异形复杂表面的产品零件,材质也可以是金属和非金属材料,操作简单方便。缺点是抛光效果达不到手工布轮的镜面状态,采用溜光的抛光方式最多也只能达到一种类似接近镜面的效果。
3. 化学抛光。
化学抛光是靠化学试剂的化学腐蚀作用对产品表面凹凸不平区域作选择性溶解作用以消除氧化皮、浸蚀整平的一种方法。采用硫酸、硝酸、磷酸、氢氟酸或氢氧化钠等强酸或强碱溶液,原理是金属零部件表面的凸部比凹部在溶液中的电极电位不同,造成的溶解速度不一样,使凸部比凹部优先溶解,可以去除表面粗糙的不平度,获得平均数微米到几十微米的光洁度。这种抛光方式的优点是设备简单,只要一个盛放溶液的容器就可以了,能够处理细管、带有深孔及形状复杂的零件,生产效率高。缺点就很明显了,环境不友好,污染严重,有散发大量有害气体,抛光溶液的使用寿命短,再生困难。抛光效果不如电解抛光。

化学抛光工艺
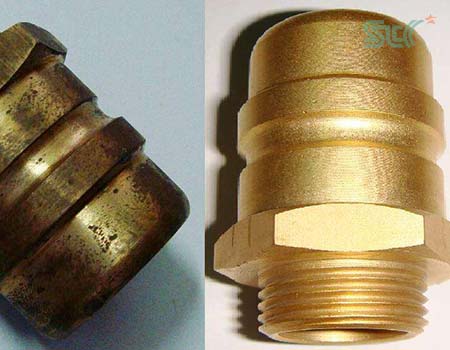
工件化学抛光效果对比
4. 电解抛光。
电解抛光本质上也是化学抛光。是在电解槽中放入酸液,将工件作为阳极接入电源,将电解槽中的铅极作为阴极,通上直流电,由于零件表面的毛刺和氧化皮等凸起部分电流密度大,相应的在酸液中的溶解速度快,这种不均匀的溶解速度,将毛刺或氧化层先行溶解,对整个工件而言起到了平整抛光的作用。过于粗糙的表面,不宜直接进行电解抛光,最好先用机械抛光粗磨一次,再用电解抛光可以使零部件表面的光洁度达到很高的等级,甚至可达镜面般的光泽效果。一些不锈钢、铝合金、锌合金材质的装璜五金、灯具、厨卫用品等日常品和工艺品都可以使用电解抛光来获得一个满意的表面效果。电解抛光的优点是适合处理异型复杂表面的零件,一些无法机械抛光的部件,还有内部深孔、细管、缝隙、死角这些部位也都能处理,生产效率高,抛光效果好。缺点跟化学抛光一样,污染严重、安全性差、环境不友好、电解酸液的调配复杂、使用寿命短、再生困难,只适合于抛光于钢铁、铝、铜、镍及各种合金的抛光。

工件电解抛光工艺

电解抛光工件表面效果对比
5. 等离子抛光。
也叫纳米抛光,是一种新型环保的抛光工艺,堪称抛光神器。等离子抛光的原理比较复杂,一共涉及到三种抛光机制,一种是尖端放电效应:表面毛刺等凸起部位在高压电场中电阻小容易被击穿,形成放电通道,毛刺被溶解,尖锐的边角倒出小圆角,平整度得到提升;第二种是粒子轰击效应:抛光溶液与工件产品瞬间短路,造成大量放热使抛光液汽化,这种气体的离子达到一定数量时就形成等离了形态,这种等离子的能量很大,当其与工件表面撞击时会使金属表面的氧化层产生疏松而被分解,表面被均匀抛光。第三种是气膜爆破冲刷效应:包围产品的等离子气膜在电磁场和高温影响下快速爆破,工件表面的氧化层在切向空化力作用下被剥离,这三种效应的共同作用下顷刻会使工件表面达到光亮的效果。纳米抛光对工件的尺寸精度可控制在0.002mm内,粗糙度可达Ra0.01,抛光后产品的光洁度、精密度提高、坚硬耐用,广泛应用在高档产品的精抛领域,如家具卫浴餐具行业:把手、手柄、水龙头、铜部件;眼镜行业:眼镜框、眼镜架;航空航天制造业:航空发动机叶片;医疗器械制造业:钛合金、不锈钢器械等领域。
等离子抛光的优点是应用广泛、抛光速度快(可在十几秒到两分钟内完成)、精度高、效果好,可达电镀级镜面效果。其纳米抛光液非常环保,废液可直接排放不会造成污染。设备采用自动化控制,操作简单,维护方便,人工成本小。对一些不规则复杂表面、死角、孔洞等部位均可抛光,还可以在工件表面产生一层钝化膜,持续保持表面光亮,有效防止氧化。缺点是设备的前期投入大,不同材质的工件抛光液调制复杂,只能抛光不锈钢、铜、锌及其合金等导电材料,不适用于过大的毛刺、凹坑、过厚的氧化层,只适合中大尺寸的产品零件抛光。

等离子(纳米)抛光机
